
महासभा की प्रक्रिया और आवश्यकताएँ
विधानसभा से पहले before before तैयारी
कार्य डेटा: सामान्य असेंबली चित्र, घटक असेंबली आरेखण, भाग आरेखण, सामग्री BOM, आदि सहित, प्रोजेक्ट के अंत तक, आरेखण की अखंडता, निर्मलता और प्रक्रिया जानकारी रिकॉर्ड की अखंडता की गारंटी होनी चाहिए।
2. कार्य स्थल: भागों की नियुक्ति और घटक विधानसभा को निर्दिष्ट कार्य स्थल के भीतर किया जाना चाहिए। संपूर्ण मशीन के प्लेसमेंट और असेंबली के लिए साइट को पूरी परियोजना के अंत तक स्पष्ट रूप से नियोजित किया जाना चाहिए। सभी कार्य स्थल साफ-सुथरे, मानकीकृत और व्यवस्थित होने चाहिए।
3. असेंबली सामग्री: संचालन से पहले, विधानसभा प्रक्रिया के अनुसार विधानसभा सामग्री समय पर होनी चाहिए। यदि कुछ गैर-नियतात्मक सामग्री जगह में नहीं हैं, तो आप संचालन के क्रम को बदल सकते हैं और फिर क्रय विभाग को सामग्री अनुस्मारक फॉर्म भर सकते हैं।
4. असेंबल करने से पहले, आपको उपकरण की संरचना, असेंबली तकनीक और प्रक्रिया आवश्यकताओं को समझना चाहिए।
二 Specifications मूल विनिर्देश
डिजाइन विधानसभा द्वारा प्रदान की गई विधानसभा चित्र और प्रक्रिया की आवश्यकताओं के अनुसार मैकेनिकल असेंबली को सख्त तरीके से किया जाना चाहिए। यह ऑपरेशन की सामग्री को संशोधित करने या असामान्य तरीके से भागों को संशोधित करने के लिए कड़ाई से मना किया गया है।
2. इकट्ठे भागों को गुणवत्ता निरीक्षण विभाग द्वारा स्वीकार किए जाने योग्य योग्य भागों होना चाहिए। यदि अयोग्य भागों को विधानसभा की प्रक्रिया के दौरान गायब पाया जाता है, तो उन्हें समय पर सूचित किया जाना चाहिए।
3. विधानसभा वातावरण को स्वच्छ, कोई धूल या अन्य प्रदूषण की आवश्यकता नहीं होती है, और भागों को सुरक्षात्मक पैड के साथ सूखी, धूल रहित जगह में संग्रहित किया जाना चाहिए।
4. असेंबली प्रक्रिया के दौरान, पुर्जे भागों की सतह को टक्कर, काट या क्षतिग्रस्त नहीं करेंगे, या भागों को मोड़ने, मोड़ने, या ख़राब होने का कारण बनेंगे, और भागों की संभोग सतहों को नुकसान नहीं होगा।
5. रिश्तेदार आंदोलन वाले भागों के लिए, विधानसभा के दौरान संपर्क सतहों के बीच चिकनाई तेल (ग्रीस) जोड़ा जाना चाहिए।
6. मिलान भागों के आयामों का मिलान सटीक होना चाहिए
7. जब कोडांतरण, भागों और उपकरणों में विशेष प्लेसमेंट सुविधाएं होनी चाहिए। सिद्धांत रूप में, भागों और उपकरणों को मशीन पर या सीधे जमीन पर रखने की अनुमति नहीं है। यदि आवश्यक हो, तो सुरक्षात्मक पैड या कालीन को जगह पर रखा जाना चाहिए।
8. सिद्धांत रूप में, विधानसभा के दौरान मशीन पर कदम रखने की अनुमति नहीं है। यदि आपको मशीन पर कदम रखने की आवश्यकता है, तो आपको मशीन पर सुरक्षात्मक पैड या कालीन बिछाना होगा। यह महत्वपूर्ण भागों और गैर-धातु कम ताकत वाले भागों पर कदम रखने के लिए कड़ाई से मना किया गया है।
तीन, कनेक्शन विधि
1.बोल्ट कनेक्शन
(1) बोल्ट को कसने पर, एक समायोज्य रिंच की अनुमति नहीं है, और प्रत्येक अखरोट के नीचे एक से अधिक वॉशर का उपयोग नहीं किया जाना चाहिए। काउंटरसंक सिर के शिकंजे को कसने के बाद, नाखून के सिर को मशीन भागों में दफन किया जाना चाहिए और उजागर नहीं किया जाना चाहिए।
(2) सामान्य परिस्थितियों में, थ्रेडेड कनेक्शन में एंटी-लूज़िंग स्प्रिंग वाशर होना चाहिए, सममित मल्टीपल बोल्ट्स को कसने की विधि को धीरे-धीरे सममित क्रम में कड़ा किया जाना चाहिए, और बार-आकार के कनेक्टरों को धीरे-धीरे सममित रूप से दोनों दिशाओं में कसना चाहिए। मध्य।
(3) बोल्ट और नट के कड़ा होने के बाद, बोल्ट को अखरोट के 1 से 2 पिचों को उजागर करना चाहिए; जब मोशन डिवाइस या रखरखाव को बन्धन करते समय स्क्रू को विघटित करने की आवश्यकता नहीं होती है, तो पेंच को विधानसभा से पहले थ्रेड गोंद के साथ लेपित किया जाना चाहिए।
(4) निर्दिष्ट कसने वाली टोक़ आवश्यकताओं के साथ फास्टनरों को निर्दिष्ट कसने वाले टोरों के अनुसार टोक़ रिंच के साथ कड़ा किया जाना चाहिए।
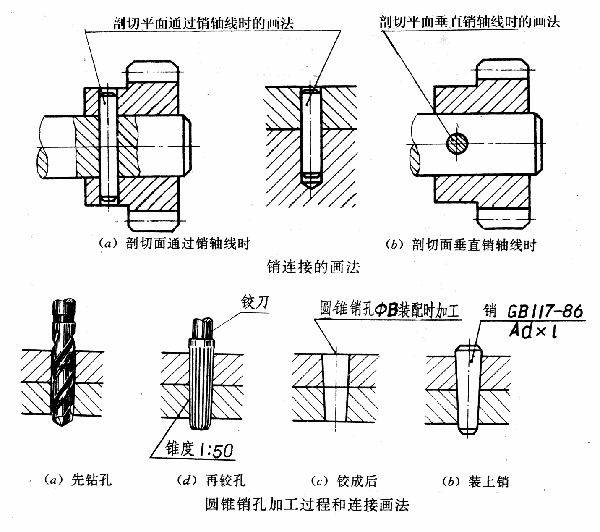
2. पिन कनेक्शन
(1) पोजिशनिंग पिन का अंतिम चेहरा भाग की सतह से थोड़ा अधिक होना चाहिए। पेंच पूंछ के साथ शंकु पिन प्रासंगिक भाग में स्थापित होने के बाद, बड़े सिरे को छेद में डूब जाना चाहिए।
(2) कोटर पिन संबंधित भागों में एड होने के बाद, इसकी पूंछ को 60 ° ~ 90 ° से अलग किया जाना चाहिए
3. संबंध
(1) फ्लैट कुंजी के की-साइड के दो किनारे और तय की गई कुंजी समान रूप से संपर्क की जानी चाहिए, और उनकी संभोग सतहों के बीच कोई अंतर नहीं होना चाहिए।
(२) क्लीयरेंस-फिटेड की (या स्लाइन) इकट्ठी हो जाने के बाद, जब कोई अक्षीय दिशा के साथ अपेक्षाकृत गतिमान भाग चलते हैं तो कोई असमान तनाव नहीं होना चाहिए।
(3) हुक कुंजी और कील कुंजी इकट्ठा होने के बाद, संपर्क क्षेत्र 70% कार्य क्षेत्र से कम नहीं होना चाहिए, और गैर-संपर्क भाग एक जगह पर केंद्रित नहीं होना चाहिए; उजागर भाग की लंबाई ढलान की लंबाई का 10% से 15% होनी चाहिए।
4. Riveting
(1) रिवेटिंग की सामग्री और विशिष्टताओं को डिजाइन आवश्यकताओं को पूरा करना चाहिए, और रिवाइट छेद का प्रसंस्करण प्रासंगिक मानकों का पालन करना चाहिए।
(2) राइविंग के दौरान, riveted भागों की सतह क्षतिग्रस्त या विकृत नहीं होनी चाहिए।
(३) जब तक विशेष आवश्यकताएं न हों, तब तक कुल्ला करने के बाद ढीलापन नहीं होना चाहिए। रिवेट के सिर को riveted होने वाले भाग के निकट संपर्क में होना चाहिए और चिकना और गोल होना चाहिए।
5. विस्तार आस्तीन कनेक्शन
विस्तार आस्तीन मिलान: विस्तार आस्तीन के लिए तेल लागू करें, विस्तार आस्तीन को विधानसभा के हब छेद में डालें, स्थापना शाफ्ट को फिट करने के बाद विधानसभा की स्थिति को समायोजित करें, और फिर बोल्ट को कस लें। कसने के क्रम को स्लिट से बांधा गया है, और यह सुनिश्चित करने के लिए कि टॉर्क का मूल्य पहुंच गया है, बाएं और दाएं क्रॉस समरूपता को कस दिया गया है।
6. कनेक्शन को कस लें
सेट स्क्रू और छेद का पतला अंत 90 ° होना चाहिए, और सेट स्क्रू को छेद पर कसना चाहिए।
रोलिंग बीयरिंगों के of 、 विधानसभा
1. असर इकट्ठा होने से पहले, असर पर कोई गंदगी नहीं होनी चाहिए।
2. जब असर इकट्ठा करना, संभोग भागों की सतह पर चिकनाई तेल की एक परत लागू करें। असर के गैर-मॉडल छोर को आवक का सामना करना पड़ता है, अर्थात शाफ्ट कंधे की दिशा में।
3. बियरिंग्स को असेम्बल करते समय विशेष प्रेसिंग टूल्स का उपयोग करें। प्रत्यक्ष मार से इकट्ठा करना सख्त मना है। बीयरिंग स्थापित करते समय मजबूर बल का आकार, दिशा और स्थिति उचित होनी चाहिए। सुरक्षा फ्रेम या रोलिंग तत्वों पर जोर नहीं दिया जाना चाहिए और समान रूप से और सममित रूप से होना चाहिए। यह सुनिश्चित करने के लिए कि अंतिम चेहरा धुरी के लंबवत है।
4. असर की आंतरिक रिंग की अंतिम सतह आम तौर पर शाफ्ट कंधे (शाफ्ट क्लैंप) के करीब होनी चाहिए। असर की बाहरी रिंग को इकट्ठा करने के बाद, पोजिशनिंग एंड और वॉशर या बाहरी रिंग में असर कवर के बीच संपर्क एक समान होना चाहिए।
5. रोलिंग असर स्थापित होने के बाद, सापेक्ष चलने वाले हिस्सों का रोटेशन लचीला और हल्का होना चाहिए। यदि कोई अटकी हुई घटना है, तो समस्या के कारण की जाँच की जानी चाहिए और उसका विश्लेषण किया जाना चाहिए और उसके अनुसार निपटा जाना चाहिए।
6. असर विधानसभा की प्रक्रिया में, यदि छेद या शाफ्ट फिट बहुत ढीला पाया जाता है, तो सहिष्णुता की जांच होनी चाहिए; जब यह बहुत तंग होता है, तो क्रूर विधानसभा को मजबूर नहीं किया जाना चाहिए, और समस्या के कारण का विश्लेषण किया जाना चाहिए और तदनुसार निपटा जाना चाहिए।
7. एकल पंक्ति पतला रोलर बीयरिंग की अक्षीय निकासी, जोर कोणीय संपर्क बीयरिंग और द्विदिश जोर बॉल बीयरिंग विधानसभा के दौरान चित्र और प्रक्रिया आवश्यकताओं को पूरा करती है
8. बीयरिंग और सतहों के लिए तेल के साथ मिलान, उपयुक्त तेल विधानसभा के बाद इंजेक्ट किया जाना चाहिए। ऑपरेटिंग तापमान के साथ बीयरिंग के लिए 65 ℃ से अधिक नहीं, GB491-65 "कैल्शियम-आधारित ग्रीस" के अनुसार ZG-5 ग्रीस का उपयोग किया जा सकता है; ऑपरेटिंग तापमान के साथ बीयरिंग 65 ℃ से अधिक के लिए, इसका उपयोग GB492-77 "कैल्शियम-आधारित ग्रीस" ZN-2ZN-3 ग्रीस के अनुसार किया जा सकता है।
9. सामान्य बीयरिंग का तापमान वृद्धि सामान्य ऑपरेशन के दौरान 35 डिग्री सेल्सियस से अधिक नहीं होनी चाहिए, और ऑपरेशन के दौरान अधिकतम तापमान 70 डिग्री सेल्सियस से अधिक नहीं होना चाहिए।
रैखिक बीयरिंगों के of 、 विधानसभा
1. कोडांतरण से पहले, असर के अंदर तेल लगाया जाना चाहिए।
2. जब असर को समर्थन आधार में दबाया जाता है, तो बाहरी रिंग के अंतिम चेहरे के खिलाफ दबाने के लिए एक विशेष इंस्टॉलेशन टूल का उपयोग किया जाना चाहिए, और विरूपण से बचने के लिए सीधे असर को दस्तक देने की अनुमति नहीं है।
3. असर और समर्थन के बीच सहयोग सहिष्णुता आवश्यकताओं को पूरा करना चाहिए। बहुत तंग गाइडवे शाफ्ट और असर हस्तक्षेप को फिट कर देगा, जो असर को नुकसान पहुंचाएगा; बहुत ढीला समर्थन में तय होने से असर को रोकेगा।
4. जब असर शाफ्ट में गाइड शाफ्ट, धीरे इसे केंद्र में। यदि यह एक कोण पर एड है, तो गेंदें गिर जाएंगी और पिंजरा ख़राब हो जाएगा।
5. जब असर समर्थन आधार में स्थापित होता है, तो इसे घुमाने की अनुमति नहीं होती है। घुमाव को मजबूर करने से असर पड़ेगा।
6. यह असर की बाहरी रिंग पर सीधे सेट पेंच को कसने की अनुमति नहीं है, अन्यथा यह ख़राब हो जाएगा।
रैखिक गाइडों की of of विधानसभा
गाइड रेल के बढ़ते हिस्से को गंदा नहीं होना चाहिए, और बढ़ते सतह की समतलता आवश्यकताओं को पूरा करना चाहिए।
2. जब गाइड रेल के किनारे पर एक संदर्भ किनारे होता है, तो इसे संदर्भ किनारे के करीब स्थापित किया जाना चाहिए। जब कोई संदर्भ किनारा नहीं होता है, तो गाइड रेल की स्लाइडिंग दिशा डिजाइन आवश्यकताओं के अनुरूप होनी चाहिए। गाइड रेल के फिक्सिंग शिकंजा कसने के बाद, स्लाइडर की स्लाइड दिशा को विचलन के लिए जांचना चाहिए, अन्यथा समायोजित किया जाना चाहिए।
3. यदि ट्रांसमिशन ट्रांसमिशन बेल्ट द्वारा संचालित किया जाता है, ट्रांसमिशन बेल्ट और स्लाइडर को ठीक करने और तनावग्रस्त होने के बाद, ट्रांसमिशन बेल्ट को झुकाव नहीं होना चाहिए, अन्यथा चरखी को समायोजित किया जाना चाहिए ताकि ट्रांसमिशन बेल्ट की ड्राइविंग दिशा समानांतर हो गाइड रेल।



